By Norman Bodek
This article is from the Superfactory Archives, an archive of content from the Superfactory website that existed from 1997 to 2012.
I hope you liked my earlier series titled the 10 Commandments of Kaikaku by Hiroyuki Hirano. I am working on his latest book, a difficult but fascinating process for me. At Productivity Inc. – Press I published over a hundred books, training courses, manuals, etc. on JIT. Each product was to enhance our knowledge of the Toyota Production System. It was a privilege for me to meet and work with and publish the books of the great masters, Mr. Ohno and Dr. Shigeo. Their books are classics. Hirano adds to the master’s original thoughts from his practical application of JIT these past twenty years in Japan. Editing and re-writing his new book is an amazing challenge for me. I am moving towards publication in English as fast as I can. Since I recently finished my latest book, co-authored with Chuck Yorke, I have increased my time on the Hirano book and I am fascinated with Hirano’s ability to add to our practical knowledge base of JIT.
I hope you liked my first series and I thought that you might like to learn more about the book as I work on it.
In this new book Hirano has a part on the Eight conditions for flow production "one-piece flow". The conditions are directly from Hirano, the comments are mine. Please do let me know if you find this exercise of mine of value to you.
Condition 1: “To lay out the facilities in the sequence of the process.”
When we attempt to convert the production process with our existing facilities from large lot production to one-piece flow the waste of transportation immediately is understood. With our past production methods (Hirano calls this “Dumpling production.”) workers normally stood in front of one machine producing in large lots. This was understood by managers and of course, by our accountants as the most productive and efficient method. We would achieve high productivity, high utilization of equipment, and hopefully minimum downtime of machines. We accepted change-over times as a given and accepted a certain level of defects (plus or minus 3% was the industry standard). Non-value adding wastes in this older method were at times enormous. With lot inspection methods if the lot didn’t meet our standard, often the entire lot was discarded or we had to sit down and do 100% inspection of the parts to separate the acceptable from the defective. Re-work was also enormous and probably worst of all was the long lead times. I remember in 1980 when I bought a Buick Station Wagon, it took General Motors 13 weeks to deliver the automobile to me. I was shocked when I went to Japan in the early 1980’s to find that Toyota could build and ship a new car to the customer within a week. Back in 1980, GM turned over inventory four times a year while Nippon Denso, a Toyota subcontractor had a turnover ratio over 350, less than one days inventory in the plant.
In the late 1980’s I would visit with Mr. Ohno, at the time he was chairman of Toyota Gosei, on each of my semi-annual study missions.
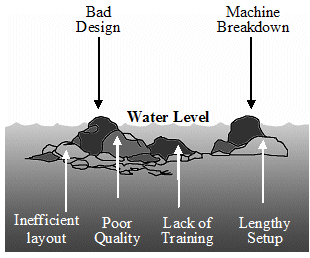
“When Ohno would speak to our study mission group, his lecture was always very simple and basic. He would start by giving us his famous ‘river example.’ “Inventory is like a river of water and as it flows through the plant it hides problems and other wastes. It hides the machine problems, quality/defect problems, and many others. All of these problems add to the cost of manufacturing.
To address this issue Ohno recommended that we start by slowly reducing inventory, ‘reducing the level of water in the river.’ “As you lower the level of inventory, problems rise to the surface of your awareness, then one by one you solve those problems and eliminate them, then you can lower the river again,” Ohno said. You continue to do this eliminating those non-value added wastes.
Lowering the river of inventory is the heart of lean manufacturing. Keep this centered in your mind and practice it. People have a tendency to complicate things. It is only because they really don’t fully understand and appreciate the simplicity and power of reducing inventory.
If you had a batch size of 100 parts, Ohno would tell you to lower the batch size to 99 and see what happens. If a problem occurs then solve it and then take away another piece.
The process of lowering the inventory levels led to the concept of one-piece flow, but when you cannot get to one-piece flow you use the Kanban system and work with small batch sizes.
One-piece flow is producing only one part at a time then moving that part immediately to the next machine. The machine in a cell often has a device to hold the part while being machined then it is either moved automatically to the next machine or carried there by the worker. There is virtually no inventory built up between these machines.
A wonderful tool “To lay out the facilities in the sequence of the process,” is called Value Stream Mapping. Goals are to shorten the lead time, arrange the process into cells and to deliver to the customer products and services “Just-in-time,” the right product, at the right time, in the right quantity and in the right quality.
Laying out the facilities in the sequence of processes eliminates the mountains of work-process-inventory found between machine centers.
Condition 2: "To make facilities small and exclusive use. "
Many years back in Japan I spent several days with Mr. Chihiro Nakao visiting some of his clients. Earlier he had spent many years at a Toyota subsidiary working with Mr. Ohno and Dr. Shingo converting Toyota suppliers to just-in-time. One day he said, "Norman, a machine should be only four times larger than the part." A very simple statement that was also very powerful. It was something that I had never thought about before. We get locked into paradigms that machines should cost a lot of money, be big, heavy, made of steel, unmovable - bolted to the floor, dirty, dripping oil, outer black panels covering the machines insides, repaired only by maintenance engineers, very long set-up times required, etc. Now with a very simple statement all of the past perceptions were blown away.
Look, with small machines we can easily move them into one-piece flow cells, make repairs quickly, teach operators how to fix the machines, eliminate the oil problems, etc.
In the past, we thought that machines should have many "bells and whistles, with features to use "just-in-case." Now we know that we want simple inexpensive machines that can be used for one purpose, to produce what is required by the customer to make the product, easily worked on by the workers or robots, installed with very simple grasping and release features to allow people to be separated from the machines, etc. You change a whole paradigm when you say, "the machine should be only four times the size of the part."
First reaction, either "crazy, or "can't be done," but after you get over the initial shock, you can sit down and try to figure out a way for it to happen.
I remember earlier in my life when I was president of a Data Processing company with a facility in Grenada in the Caribbean. I was given a very large and very difficult conversion project from the New York Telephone. It took me months to really understand the customer's requirements and now I stood in front of 150 data entry operators in Grenada, many of them with only an eighth grade education, and I had to somehow teach them how to do this very complicated job. At first, I thought it couldn't be done. Then I thought. I had no choice. If I wanted to continue eating they had to do it and they had to do it successfully. Once I broke through the greatest barrier, "my own mind," slowly these wonderful people fully grasped the work and succeeded splendidly.
I realized then that the biggest barrier to change was me. Once you can realize that you can do almost anything. So work with this second condition and see how it applies to you and let me hear from you.
I do hope this series interests you. Let me know what you think?
**Condition 3: "U-shape line*parallel line."
**I remember on one of my first trips to Japan in the early 1980's visiting Brother Industries and seeing 12 machines producing products in a manufacturing cell with hardly any operators. This was in comparison to factories in America with one person standing or sitting in front of each machine.
There are many advantages to having a U-shaped line:
1. With a straight line even with the operator walking from machine to machine you have the waste of returning to the beginning of the
line for picking up the unprocessed work after completing the finished work. A "U-shaped line," resembles the letter U in the alphabet. To eliminate
this waste you want to make the inlet and outlet of work as close as possible. This is called "principle of the same I/O". If the location of unprocessed work and the location of finished work are made close than waste of returning to the starting point will not occur. In most cases, a, "U-shaped line" is for one product. For a line of more than two kinds of products often "parallel lines" are adopted.
2. There is a need for multi-skilled workers to run the various different machines; making jobs more interesting for people and giving more flexibility to the company.
3. To make sure the lines can produce in taht time requires eliminating machine problems: downtime, faulty processing, and surely no defects should be produced.
4. As machines are linked within the cell virtually all work in process is eliminated. I remember prior to my first study mission to Japan and seeing mountains of inventory at an Oldsmobile plant in Tarrytown, New York turning over inventory around four times a year while NipponDenso a Toyota prime subcontractor had a turn over ratio of 350 times a year, less than one day.
5. Transportation is kept at a minimum as, at first, each machine is just a few feet away from each other.
6. The person is more important then the machine. I have visited over 250 plants in Japan and to date have never seen a person standing and watching a machine. In the opposite, I have visited numerous plants in North America and always see people watching a machine. Somehow our accountants in the past confused us to think that the machine was more valuable than the person and that the machine must always be producing parts while people were not as valuable an asset and could just stand, wait and watch. In a "U-shaped line," the machine can wait for the person, producing only what is needed when it is needed.
7. When orders increase you can add additional people to work within the cell to handle the flexible volume.
8. The machines are outfitted with simple grasping and unclasping features so that the worker can easily load and unload each machine as they walk around the cell.
9. Total Productivity Maintenance (TPM) is vital to keep the machines in the best of shape for when one machine goes down all of the machines must stop and wait until that one machine is brought back up. Greater pressure is placed on maintaining machines in top condition when you do have a "U-shaped Line."
Condition 4: "Working by standing."
Industrial Engineers, doctors and others do debate the advantages and disadvantages of people standing at work.
The question arises which is better for the human being: sitting and working, standing and working, or standing and moving and working. Are there any harmful effects to standing and moving while working?
I do sit and write for endless hours in front of my computer
with shoulder muscle ache as a result.
“More and more work is performed while seated, and sitting upright, even in the best chair, is harder on the back than other activities like standing and walking… Sitting upright, even in a very good chair, is hard on your back.” – York University
Standing at work is an alternative but that also poses stress problems on the back and legs. Walking while working is probably the best for you body.
When you introduce a multi-process operation it is pretty much impossible to work sitting down or to just stand in front of a machine as the operator has to move continually between machines.
Ironically, when people are asked to work in cells and then walk during the day they are not only getting the job done faster and eliminating wastes but also are doing work in ways much healthier for their bodies.
But, people just naturally resist change. We get into a comfort zone and stay there no matter how bad that comfort zone might be. Also, since, in the past, we have succeeded at work with the old way of doing things we are very reluctant to change. “What if I change and make a mistake? They might fire me! Even though I am uncomfortable I still have a job.”
So when you set up a new cell there might be considerable resistance from workers to the new method. But, when people do have a chance to fully understand the reasons why they have to stand and walk and when they see that the are capable of running many machines successfully their resistance drops and they do appreciate this new opportunity.
Condition 5: "Multi-process operation・multi-skill operator."
Traditional machine centers were normally set-up by machine type, lathes, punch presses, etc. One person often ran one machine, waiting, watching or doing simple repetitive tasks. For flow production we now align various different machines into a U-shaped cell to “one piece flow,” with the worker moving one part from machine to machine. The worker places a part into one machine or to a device that will hold the part securely while the machine operates on the part. The worker can then remove the finished part from the previous cycle and then move it to the next machine. Instead of the worker just running one type of machine the worker is now required to be multi-skilled to run all of the machines within the cell. In addition, the worker is expected, when necessary, to be able to do minor repairs to all of the machines. The worker’s job is expanded greatly.
“ Funny, but prior to my first trip to Japan in November 1980 I went to the General Motors plant in Tarrytown, New York where they were assembling Oldsmobile’s. We did this so that we would be able to have some ability to compare an American plant with a Japanese plant.
When we entered the Tarrytown plant at first all you could see was mountains of inventory. Here they were assembling around 600 automobiles a shift on two shifts a day. On the factory floor they had 600 engines, 600 roofs, 600 tail pipes, 600 mufflers, 600 frames, 2400 to 4800 doors, 3000 tires, etc. Parts, boxes were piled almost to the top of the ceiling.
In the plant were also railroad tracks with a train sitting there waiting to be unloaded with another 600 car parts for the next shift. Also outside of the plant was another series of trains filled with car parts waiting to move into the plant the next day. We were told that waiting outside the plant were about a week’s worth of parts. I believe at the time that GM was turning over inventory four times a year while at Toyota it was over 200 times.
Our guide took us along the assembly line. I noticed particularly one worker working on the line putting fluid into the brake lining of every other car. This was hard to believe. He moved so slowly. To me it was deadly. I asked the guide if this man rotated jobs. He said, “No. In fact we had one man, all he did for 43 years was put tires onto a hook; then the tires moved over to the line. Ironically, when he retired he only collected two retirement checks.” Sure all the fun and excitement in life was over for him.
Well, when we visited Toyota on that first trip and were also able to see the assembly line I particularly wanted to see the person putting in brake fluid into the cars. I did. But, he put brake fluid into every car not just every other one and he also put the windshield wipers on each car and also tightened a few screws on the dashboard. This worker, if he/she wanted, could rotate weekly by posting their job on a bulletin board.”
Today at Toyota in Georgetown, Kentucky , workers on the finished assembly line are multi-skilled and can rotate every two hours to different tasks. It makes the work more challenging and more interesting at the same time.
Multi-process operation is also called "longitudinal work", which means to look after as many different processes in the sequence of processing order. Operators trained in such a way are called multi-skill operators.
I do thank those who sent me emails in appreciation of this series. As I visit manufacturing companies in America I am aware of the need to more thoroughly understand the fundamental principles of Lean manufacturing. It is primarily the unending elimination of non-value adding wastes and continuing to involve all employees in those improvement activities. Workers have so much talent that is never tapped into.
Lean is not just a set of tools to be used infrequently. It is not just six-sigma, or 5S, or SMED, etc. it is the relentless quest to be the best. You do everything, everyday necessary to remove those wastes. Mr. Ohno was ruthless in this quest. Shingo’s favorite words were “Do it!” Neither one would accept any excuses that it couldn’t be done.
Ohno would teach very simply lowering the water – reducing your batch sizes to one piece flow. I have seen people reduce the batch size then stop. I still see test inspection. Only zero defects is acceptable. You must find a way to 100% inspect every singe part.
We only call it the “Flavor of the month,” because we do something then we stop. You must be relentless.
We are using a section of Mr. Hirano’s new book with Eight conditions for flow production・"one-piece flow". The conditions are directly from Hirano, the comments are mine. Please continue to give me feedback.
Condition 6: "To bring up the degree of processing one by one."
As the old saying goes, “Rome was not built in a day,” requires us to develop detailed plans with careful measures to see that we are improving every single day. Everyone should have daily improvement goals. Everyone should be part of improvement teams. I think it is a shame that we have not fully understood or adapted quality control circles. There is enormous power in team activities and it helps make work so interesting.
This past week I ran a series of Quick and Easy Kaizen workshops for around 200 workers both salaried and hourly. In each workshop, I asked the attendees, “What is your favorite day of the week?” I taught in total close to 200 workers that they are empowered to make small continuous improvements at their job site. Most people like Friday, a lot like Saturday, a small amount like Sunday and only one out of the 200 liked a week day. We spend a good part of our lives at work and look forward to the weekends – crazy. Every day should be the best day of the week. And the feeling does come when we are being creative, being productive at work.
Okay, to bring up the degree of processing one by one means you look at making those daily improvements. How many of you run your shops on “takt,” time?
I remember on one of my visits to Citizen Watch in Japan seeing many before and after pictures on set-up changes. Pictures would show how they went from 65 seconds to 30 seconds, from 45 seconds to 22 seconds, from 18 seconds to 9 seconds. Improvement activities were made visual all over the plant.
The fundamental difference between batch production and "one-piece" production is to bring up the degree of processing one by one. In the case of batch production you look at the degree of your lot size while in "one-piece flow" you look at the degree of processing one by one toward the finished work. You look at each machine and see how you can eliminate all defects; improve those machines so that they never mal-function; slowly eliminate the need for the person to be attached to the machine by passing the person’s function to the machine; and even see how the machines can fix themselves. You also look at each person to improve their motions; use both hands instead of one, reduce movements, eliminate extra steps, and allow the person’s intelligence to be responsive to changes and potential problems.
This past week I used a digital camera and took over a dozen pictures to use in the workshops. It was very powerful for people to look this way at their worksite. They came up with many improvement ideas. In fact, there was an avalanche of improvement ideas. Just as our new book says “All You Gotta Do Is Ask,” and the ideas will come flowing out!
Condition 7. "Synchronization."
Please consider viewing your future production facility in one-piece-flow. Try not to find reasons why it can’t be done. Just feel that it is possible and slowly continuously improving every day, believe it can happen. Mr. Ohno simply focused on reducing inventory, reducing the batch size. As often written about him, he looked at inventory like a river covering all of the manufacturing problems: defective parts, machine problems, supplier delays, long set-ups, worker absenteeism, missing and faulty tools and jigs, etc. With excess inventory, with large batch sizes, factory problems like bad parts were simply discarded and you used another one from the excess inventory. With lots of available inventory you were never really forced to get to the root causes of those problems.
But, when you do operate in a one-piece-flow mode all of the problems that inventory hid must now be solved immediately. And since the factory now operates in that one-piece-flow or just-in-time, all processes: machines, people and products must all be synchronized, must all be in flow. For when one process stops then the entire factory stops, or at a minimum the entire manufacturing cell stops. When the factory stops because of one problem, enormous attention is given to that process to insure that it comes back up quickly and never happens again.
As I walked through a Toyota plant or one of their major subsidiaries, I would see the Andon boards light up frequently indicating potential or actual problems occurring. A worker or a machine when detecting a problem: defect, missing part, faulty machine, etc. would trigger a light: yellow for a possible problem and red when the machine center would stop. When red, immediately, an alarm would go off and you would see supervisors and fellow workers running over to help the center in trouble. On my many tours I would see this stoppage happen frequently but it only took a few seconds for the problems to be resolved and the machines to be working again.
Hirano states, “When producing things in a flow, what speed is suitable? If speed is different for each process, it will become a "muddy flow" in which things stagnate here and there. It is called synchronization that each process produces with the same pitch and the tact time demanded by a customer.”
This week I was pleasantly surprised to find out that my book Kaikaku The Power and Magic of Lean was awarded the Shingo Prize. It surely is an honor for me and something I would never really had envisioned. I can remember my youth the scorn from my English teacher in the 9th grade who not only felt that I was hopeless when it came to writing, but who also told my friends not to play with me. “Stay away from Norman for he will never be any good.” Well, it just shows you that miracles can happen if you just continue to work hard and never, never “give up on yourself.”
Condition 8: "To make the flow clean."
Terms used by Mr. Hirano are:
"Turbulent flow" used for a job shop when each item produced could be different.
“Tidy flow” used when products are produced in repetitive manufacturing when the line is “clean” and items are produced without defects, in takt time, in one-piece flow.
“Muddy flow” when parts are pushed forward from the preceding process or defectives are produced.
“Tidy, clean or smooth flow ” is when the succeeding process pulls from the preceding process and a structure is created that prevents defectives from being produced and surely never passed onto the succeeding process. Required are the first seven conditions with machines fully synchronized, extensive TPM is being done to prevent machine failures, poka-yoke devices are installed to absolutely prevent a defect from occurring and people are highly skilled to run the equipment, with knowledge of the requirements of production and have the ability to recognize and react quickly when problems or potential problems might occur.
In the eight conditions mentioned above, the strongest condition for the flow production by one-piece is to bring up the degree of processing one by one, Condition 6. This is “one piece flow,” not two-piece flow, three-piece flow or lot flow either but "one-piece flow" persistently. Of course, it will take you time to go from large batch to “one-piece flow,” but you should be persistent, continually lowering the batch size and attacking all of the problems that come up. It took Toyota many years to perfect the system and they are still improving it.
If you find “one-piece flow,” to be too difficult to do and use larger lot sizes like a lot of ten pieces, there will be some waste within the ten pieces. How thoroughly “one-piece flow,” can be maintained without a compromise is the biggest key for a success of flow production.
I do hope you have found this series of interest.
Norman Bodek