This article is from the Superfactory Archives, an archive of content from the Superfactory website that existed from 1997 to 2012.
An excerpt from Rebirth of American Industry
Reprinted with permission.
During the heyday of post World War II American manufacturing, management was a club for men only and every man wore a suit and tie to work, regardless of his level within the company. In Cincinnati, Ohio, the place for all of the managers, junior and senior, to buy the appropriate uniform was a chain of men’s clothing stores called Burkhardt’s. The fellow who did the buying for Burkhardt’s waited to make his big decisions every year until the Proctor and Gamble annual report was released. Cincinnati is the headquarters location for P&G and Burkhardt’s customer base included thousands of P&G managers. If the senior executives pictured in the report were wearing blue shirts or pinstripe suits, he tilted the stores’ inventories to blue and pinstripes. If the executives wore white shirts or plaid suits, he stocked up on white or plaid. He knew that middle and lower level managers would follow the executive lead in lock step. The other huge concentration of manufacturing managers in town was at General Electric’s sprawling aircraft engine facility, but those customers required no such market research. GE managers, without exception, year after year, wore white shirts.
Creativity had been so thoroughly driven from the big manufacturers that even the wrong color shirt rocked the boat. There was one way to dress, one way to manage, and one way to manufacture. Anything different was risky, and the American companies had become incredibly risk averse. Risk was a product of engineering. These companies all had their roots in innovative technologies dreamed up by engineers in the early days, but Sloan had relegated technical people to second class status.
There are two paths leading to the employment office at the big manufacturers. One path meanders through business school, and the other through engineering school. When Sloan and Brown created modern American management, they gave all of the control to those who came in holding business degrees. Decision making was by the numbers – financial numbers – and the business school graduates were masters of the numbers. They owned the playing field and set the rules. Engineers seeking to try something different or innovative stood no chance. The discussion was never about technology. It was about “internal rates of return” and “discounted cash flow”, all derivatives of DuPont’s ROI. In Sloan companies the burden was never on the numbers people to understand the technologies around which the business existed. Rather, the onus was on the engineers to master the financial equations.
It is somewhat ironic that both Sloan and Brown [Donaldson Brown – a GM senior manager under Sloan, ragarded as the ‘father of modern cost accounting’. He is discussed at length in previous chapters] were engineers by training, although neither of them actually worked in an engineering role. Sloan was a lifelong administrator and Brown had been a salesman before becoming an accountant. Perhaps they concocted a system that so stifled the technical people due to a fatal combination of theoretical knowledge without practical experience. They may have thought they knew more about engineering than they actually did.
In any event, manufacturing engineering was reduced to the exclusive pursuit of labor savings perceived to be attainable only through faster machines. Never mind that faster machines build inventory faster, as well.
While much of the talk concerning lean manufacturing revolves around the elimination of non-value adding waste, lean manufacturers, in general, and Toyota, in particular, reduce direct labor costs at rates that leave Sloan companies in the dust. The critical technology to cutting direct labor hours by fifty percent or more is better than sixty years old. Electric motors, small enough and powerful enough to drive a machine tool had a negligible impact on productivity in America, but a huge impact in Japan
When belt drives came off of machines, and each machine was powered by its own electric motor, the door opened up to a productivity improvement equal to that realized by Henry Ford with the advent of the assembly line. To companies viewing inventory as an asset, the productivity opportunity this opened up was very hard to see. With creative thinking all but driven out of the company, no one even went looking for it.
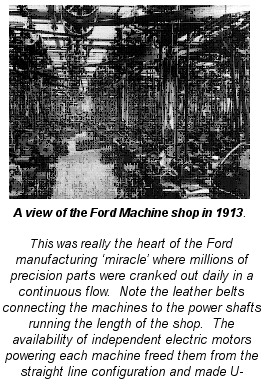
To look at an old photograph of a pre-World War II machine shop was to see a forest of leather belts, one arising from each machine, looping around a long metal shaft running the length of the shop. Early machines had no independent source of power. Machines were driven by the belts, which were driven by the long shafts, which were driven by power plants, usually steam, located just outside the factory. If Henry Ford did not do much tinkering with creating the assembly lines, it was due in part to the fact that he spent a lot of his time tinkering with the huge power plant that drove the machines at Highland Park. He loved the Model T, but he loved power generation technology just as much. One has only to look at the gleaming power plant he built to run things at his mansion to see where his heart and mind were.
One offshoot of this system was that machines had to be aligned in long rows. The turning shafts were a hundred feet or more long, with machines lined up directly beneath the shaft. A man could possibly run two machines at once, but even that was difficult. To run three or more, a man would have to be on roller skates, racing up and down the row of machines. For the most part, however, the arrangement was one man to one machine. While the power from the belt turned the cutting tool, it still was largely a manual operation before the War, requiring full time attention to feeding material to the cutting tool, or engaging the tool once it started spinning.
To give Frederick Taylor his due, it was this belt drive technology that formed the basis of his early work and he did some pretty good engineering work when it came to belts. Prior to his day, engineers were expected to focus only on technology, without regard to dollars and cents. Such base concerns as money were seen as beneath the dignity of a technical expert. He conducted a detailed study of the cost of very sturdy leather belts that would last a long time versus cheaper belts that would require more frequent repair and replacement. The expensive, sturdy belts were the better deal, according to Taylor.
Taylor aside, the day came in the evolution of electrical technology that each machine could be equipped with its own motor. Motors were powerful enough, small enough and cheap enough for the shafts and belts to go by the wayside, and Taylor’s study became moot. Without dependence on the shafts, machines could be placed anywhere.
To American thinking, this was not much of an event. Sloan’s system was firmly entrenched by the time the shafts and belts were eliminated. Economy was perceived to result exclusively from running machines as fast as possible, making big batches at a time. There was still one man to one machine, for the most part, and maximizing the output from that man’s labor cost was the objective. Whether machines were lined up in rows, or scattered at random around the factory did not make much difference to the results of that equation.
Shigeo Shingo presented a paper at a technical conference conducted by the Japan Management Association in 1946 entitled “Production Mechanism of Process and Operation”. It was based on the principle that optimizing the overall production process – the complete sequence of operations that take a product from raw material to completion – is the key to manufacturing. To quote Shingo, “Improvement of process must be accomplished prior to improvement of operation.” While the Americans saw manufacturing as a set of isolated operations, all linked by sizeable inventories, the Japanese saw manufacturing as a flow. Where the machines are is a big deal to people concerned about flow, while it matters little to people concerned only with isolated operations. To Shingo, the flexibility to put machines anywhere he wanted opened the door to fantastic productivity improvements.
To a thinker like Taylor, and all of his modern American descendents, if a machine can produce a part every thirty seconds, it must be run at that rate in order to be efficient. That means that an operator must be there every thirty seconds to pull a completed part out and feed another part to the machine. If one believes in the principle that the lowest labor cost can only be obtained from running each machine at the fastest speed possible, then there are really only two ways to improve the efficiency, or productivity, of workers. One way would be to figure out a way to make the machine run faster. If it can be made to produce a part every twenty seconds, for example, the operator can produce a few hundred parts much faster than he could at thirty seconds each. The other possibility is the Holy Grail of American productivity improvements. If the machine can be fully automated – say, with a robot – then the operator would not be needed at all.
Shingo and Ohno saw a third way that was only visible by challenging the heart of the American economic assumption. They came to the conclusion that, just because a machine and a person can produce a part in thirty seconds, it is not necessarily economical to do so.
The word ‘takt’ is the German word for the baton that an orchestra conductor uses to regulate the speed, beat or timing at which musicians play. The Japanese took it to mean something like ‘pace’ and many Americans took it from the Japanese and are still scratching their heads wondering what it means at all. To Toyota it means the time interval necessary to meet customer demand. If the customers want 100 per day, and the plant works 500 minutes per day, then the ‘takt is five minutes. Takt is the number that creates a perfectly level flow through the factory that meets customer demand.
To Shingo’s way of thinking, making a part every thirty seconds simply because a machine was capable of doing so was not necessary if the demand was for a part every five minutes. In fact, running a part every thirty seconds was a problem because it wedded the worker to the machine. If that machine were to produce a part every five minutes – exactly as demand required – that worker would have four and a half minutes between parts to do something else. That ‘something else’ was to run another machine. In fact, by bringing all of the machines in a process together, that worker would probably still have time left over to run a third machine, too, or maybe even a fourth.
The key was to not have a random group of machines clustered together, but to have all of the machines in the same process with the same takt together. When the shafts and belts were replaced with individual electric motors, machines were placed in the shape of a ‘U’ and the possibility opened up for one worker to be no more than a step or two from several machines. The fact that the machines ran at different speeds was fine, so long as all of them ran at or below takt.
In one fell swoop, the number of workers required to run several machines dropped by a huge number. Not only was an enormous reduction in direct labor possible, but the machines needed were cheaper. While American engineers were driven to find machines that could reduce the time to make a part from thirty seconds to twenty seconds – which invariably meant a more expensive machine – it was OK with Shingo to replace the thirty second machine with one that could only produce a part in sixty seconds – a cheaper machine.
To put the last dollop of icing on the cake, running everything at takt meant that parts could be made one at a time. One piece flow, rather than the batches that resulted from the high speed operational focus, meant less inventory. Less inventory meant less material handling and less floor space.
Stubbornly clinging to Taylor and Brown’s principles, the big American manufacturers still chase the original two options believed to be open to them. When driving machine to faster speeds is no longer feasible, the alternative is to find a cheaper worker. However, one person working on one machine, going hell bent for leather to produce as fast as possible, still cannot compete with one American or Japanese person working in the middle of a cell running four, five, or even more machines, even if that one person on his one machine is working for Chinese or Malaysian wages. While American companies outsource, Toyota puts machines on wheels so it can keep moving them around to reduce labor even more.
The second option, eliminating labor all together through automation, is still an objective that draws American managers like moths to a flame. Toyota, however, sees pursuit of full automation as a fool’s errand, for the most part. Just about every automation project ends up still requiring people. Perhaps they no longer run the machine, but they are needed to monitor it, move material to or from it, or keep tabs on the quality. For whatever reason, there is generally still a labor component after the expensive automation investment is made. They have learned that semi-automation with one person in the middle of several machines gets the same result with far less expensive machines.
The ability to see such a staggering opportunity to reduce labor content from something as bland as swapping belt drives for electric motors requires a fair amount of initiative and creative thinking, as well as a strong sense of the integrated nature of manufacturing. It is far beyond that which can be expected from people who must worry about being the only one at the meeting with a blue shirt. In most companies, any engineer who dared to challenge the status quo and the unquestionable truth behind the accounting principles with a proposal such as Shingo’s would certainly have faced rejection. In some companies, such thinking would have branded the person making such a suggestion as a sort of an incompetent trouble maker. Sadly, the state of American manufacturing had become such that it was incumbent upon the technical people to conform to accounting principles, rather than have the accounting people adapt to evolving technologies.
We are going to China to save labor costs when one-piece-flow, properly implemented, will cut labor costs drastically. Recently, I visited a plant where five people were standing in what looked like a one-piece-manufacturing cell, But, the workers stood in front of their machines waiting for a part to be handed to them. If the workers were multi-skilled and simply walked along the cell, they easily could have reduced the number of people from five to two without having to go to China to save labor. Toyota discovered that focusing on improving labor productivity, within the constraint of takt, was much more advantageous than focusing on machine efficiency.