By Mike Micklewright
This article is from the Superfactory Archives, an archive of content from the Superfactory website that existed from 1997 to 2012.
Think about it. Who would ever say that the process of training employees and embarking on a Six Sigma program within the company is a Lean effort? After all, the training usually consists of a very long lead time and is very expensive. And yet now, Lean Six Sigma is the catchphrase of the decade and all training and consulting companies are jumping on the bandwagon, because it is the “IN” thing, and so many unsuspecting clients can be booked for so many consulting/training days.
OK, so it is understood that Lean Six Sigma is really meant to be Lean and Six Sigma and that Lean is not an adjective for Six Sigma, but by having the two adjacent to each other, it does look very ironic and it makes one think. Well, it made me think at least…
Is Ishikawa Turning Over in His Grave?
How soon we forget what one of the great Quality Gurus, Dr. Kaoru Ishikawa taught us. He believed and tried to teach us that 90% of all problems can be solved through the use of the following simple tools, a.k.a “The Seven Tools of Quality”:
-
Histograms
-
Cause and Effects Diagrams
-
Check Sheets
-
Pareto Diagrams
-
Flow Charts
-
Control Charts
-
Scatter Diagrams
These seven tools can easily be taught to a group of practitioners in about 4 days, or as needed. Can you imagine resolving 90% of your problems with 4 days of training, rather than embarking on a Six Sigma Program which typically consists of 20 days of training over a four month time period and costs tens of thousands of dollars? One might say, “well, we don’t want to solve only 90% of our problems, we want to solve 100% of our problems.” I say, show me a company, even a company who has been doing Six Sigma for years, that has resolved 90% of their problems, and I’ll eat my Black Belt.” Does one even know of a company that has resolved 50%, 40%, or 30% of their problems?
What Role Does Lean Have in Training and in Improvement Processes?
Lean is all about ridding the environment of excessive waste, including unnecessary
-
Over-Production
-
Transportation
-
Motion
-
Waiting
-
Over-Processing
-
Inventory
-
Defects
Without analyzing each type of waste, I ask that the reader review the level of waste in the following areas:
-
Six Sigma, Lean, and/or Lean Six Sigma Training Received by Your Company
-
The Internal Six Sigma/Lean Process within your Company
Types of questions one might ask:
-
Was there an “over-production” of training given?
-
How much of what was learned was actually used?
-
What % of the time spent in training was put to use?
-
How much “inventory” of quality tools do you have (stored as knowledge in your brain, in paper form in the manuals as given to you in training, and in hardware space in your computers containing the statistical software) and how much has never been used?
-
How long did you “wait” for the training to be completed? How long did you “wait” for the “processing” of initial results?
-
Is the “process” of a Black Belt analyzing the results taking too much time and is it holding up our actual improvement efforts?
-
What % of the functions in your statistical software has been used?
-
Has the “Lean Department” grown? 9) How much “motion” or “transportation” was wasted in obtaining the training? (e.g. travel costs of the trainer or trainees)
-
How often have erroneous decisions (defects) been made because of an incorrect analysis?
-
How often have improvement efforts been stalled due to “analysis paralysis”.
-
If a trained person who doesn’t use what was taught is considered a “defect”, how many “defects” have there been in form of Green Belts and Black Belts leaving the company after receiving their belt or never using what they learned?
In general, has the process of learning Six Sigma and/or Lean and of using Six Sigma and/or Lean been LEAN?
Is Lean Six Sigma an oxymoron … and are we just morons?
Also, have the hundreds of thousands of dollars claimed to have been saved by instituting Six Sigma or is it primarily the result of the Hawthorne Effect? Are the hundreds of thousands of dollars claimed to have been saved, partially influenced by the fact that the person responsible for instituting the program, has a personal need to claim to have saved thousands of dollars, after spending thousands of dollars in training, and thus the results may be a little fudged?
The Hawthorne Effect or the Six Sigma Effect?
When people know you’re measuring something, they try to make the measurement turn out “right”. When Wall Street measures corporate performance on a daily basis, many executives make decisions that favor short-term profits over the company’s long-term well being, and some actually fudge the figures.
The “Hawthorne Effect” comes from early work done on organizational measurement, at a Western Electric Plant in Hawthorne, Illinois, in which the end result was that worker productivity improved with every adjustment of light level (whether up or down) because they were aware of the study.
By providing focus on a target area, improvements will result, regardless of the technique or methodology. It’s happened before withy Quality Circles, TQM, and Re-Engineering. It's not the technique or methodology, it’s the focus that matters most.
Are the thousands of dollars claimed to have been saved by embarking on a Six Sigma journey due to the methodology or were the savings going to be present regardless of the methodology because focus was provided?
What’s more, the main driver behind a Six Sigma initiative, knows that he or she is being measured on performance and savings resulting from Six Sigma efforts because of the huge investment in time and training dollars. Is the main driver behind Six Sigma also ensuring that the measurements turn out “right”?
If so many companies are experiencing such great success with their Six Sigma efforts, why are profits not going through the roof? Why are automotive plants and other facilities still closing down? Why does Toyota outperform the Big Three in all categories and trounce the Big Three in profits, when the Big Three has been trying to emulate the Toyota Production System, the Father of Lean, for over 20 years?
Master Black Belt Challenge
I find it interesting that, at least to my knowledge, there has not been a statistical analysis on whether or not the reported millions of dollars companies have saved after having embarked on a Lean/Six Sigma program is statistically significant or not. Were these same companies not enjoying savings, via productivity gains, in the years prior to going Lean Six Sigma? Is there truly a statistically significant improvement in cost savings from improvement efforts made pre-Lean Six Sigma when compared to post-Lean Six Sigma? How does the Return on Investment (ROI) of a Lean Six Sigma program compare to the ROI of Outsourcing, New Technologies, Products, Processes, ISO 9001, or other past continual improvement processes like TQM or Re-engineering?
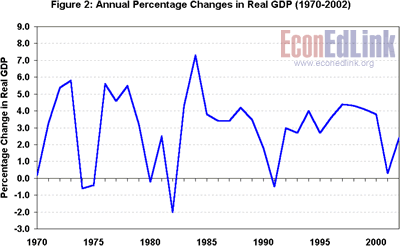
A quick look at Real GDP Growth in the U.S. does not seem to reveal any out of control points, at least not on the high side, demonstrating an unforeseen condition due to a Special Cause . . . like Lean and/or Six Sigma, from the 1990’s on….
If a company was able to prove that that there was a statistically significant improvement in cost savings between two time periods, then the next challenge would have to be to determine what factors were statistically significant in contributing to this result and of those that were determined to be significant, which factors wee the most significant. We assume that since Lean Six Sigma is the reason for these improvements (because this is what we are told), but has it been proven?
One problem is that the Lean Six Sigma training and projects are confounded with another factor – employee empowerment. Is it possible that the success this same company experienced with statistically significant cost savings was due to empowerment – only. Or some combination of empowerment and Lean Six Sigma? Would that company have enjoyed the same success if they had combined empowerment with a different continual improvement program (i.e. Skinny Seven Sigma, Re-Re-Engineering, ISO 9001, Appendix B of ISO 9004, or some internally developed program).
The point is, is that we just don’t know. The truth is, the successes that a company claims that they’ve gained when comparing pre-Lean Six Sigma years to post-Lean Six Sigma years, if statistically significant, may be attributed to any combination of the following factors, and/or 2 factor interactions :
-
Lean
-
Empowerment
-
The Hawthorne Effect
-
Six Sigma
-
ISO 9001 Noise factors (economy, market conditions, competitive issues)
-
Outsourcing (as several of the Six Sigma Pioneers are pursuing)
-
Top Management Personnel, Commitment and Support Involvement Incentives
-
Cost Consciousness and Just Thinking About Eliminating Waste (see box)
My challenge to Master Black Belts is to perform some of the above or similar studies.
How Can Companies That do not Understand Simple Root Cause Analysis, Possibly Embark on Six Sigma?
In my line of work, I see many Quality Management Systems. The effectiveness of any continual improvement effort, be it Six Sigma, Lean, and/or an ISO 9001 based Corrective/Preventive Action System can be easily observed in a couple of different areas. Since the results of any continual improvement effort need to result in a control method (i.e. the “C” in DMAIC), one should see changes in the Quality Management System. Therefore, one way to receive an indication of permanent improvements in a company’s operations and processes and the success of its improvement efforts, is to observe the number of changes in the Quality Management System.
I have seen many companies who have been certified to an ISO 9001 Based Quality System for years, who have embarked on Six Sigma or Lean programs, and who have not changed any or most of their procedures, systems, work instructions, or forms for years.
I challenge you to review the change history of your Quality Management System to determine the effectiveness of your continual improvement efforts.
Additionally, when auditing, assessing, or just observing the results of documented Corrective and Preventive Actions, I always review the Root Cause section first. Once again, I have seen many companies who have been certified to an ISO 9001 Based Quality System for years, who have embarked on Six Sigma or Lean programs, and who still blame operators, engineers, designers, customer service reps, or machines for the errors, rather than the system.
Too many people within companies, including “Six Sigma” companies, still do not understand how to get to the “root cause” of a problem and the simple tools (i.e. 5 WHYs, Cause and Effect (Ishikawa) Diagram) which could be used, but not necessary, to determine the true root cause. The resulting documented “root cause” oftentimes is a mistake made by a person or machine or tool.
This formal name of this process is Root Cause Analysis. Analysis is the same “A” as the one in DMAIC. If companies cannot understand how to determine a simple root cause, how are they going to use the myriad of statistical tools in Six Sigma? Perhaps, one should consider a return to KISS (keep it simple, stupid).
I challenge you to review the root causes of your Corrective and Preventive Action System and determine if this basic, but most important concept, is understood within the organization and, if not, consider a return to the basics.
When did K.I.S.S. change from “Keep it Simple Stupid?” to “Keep it Six Sigma”?
Is it just me, or does one hear the reference to “Keep it Simple Stupid” less often these days, than when it was a common business cliché in pre-Six Sigma days.
Did the KISS pendulum swing to the other extreme of “Keep it Six Sigma”, after Keep it Simple, Stupid” ran its course? Are we going to return back to the other extreme again one day with a new methodology and acronym, like ‘Business for Idiots’?
Six Sigma’s popularity is no different than the popularity of “Men Are From Mars, Women Are From Venus”. They are both a repackaging of methodologies and philosophies that have existed for years, but now they sound “cool” and a number of people are making a lot of money from it – but is it needed? By the way, how many companies or processes have actually achieved 3.4 defects per million? Of those that have achieved 3.4 DPM, how many have really achieved it and how many are victims of the Hawthorne affect?
Statistics is Only a Quantification of Common Sense
Does one need to do a statistical analysis to determine if a baseball player with a career batting average of .333 is better than a player with an average of .250? Or does one just know this instinctively?
Does one need to perform a statistical analysis to determine if a 10 point decrease from 11,000 to 10,990 on the Dow Jones Industrial Average in one day, is significant? Or if a 600 point swing in one day is do to a special cause?
Does one need to perform a statistical analysis on whether a process really improved when its before state had a standard deviation of 900, and its after improvement state had a standard deviation of 300?
Some things are just obvious. You may feel the same when reading the “Master Black Belt Challenge” section above and may have wanted to say, “Mike, come on, it’s obvious, Lean Six Sigma is the reason why we are so successful now. Why are you throwing this back in our faces?” I hope you’re not thinking this way, otherwise I might accuse you of making decisions just like Top Management did during the pre-Lean Six Sigma days.
I recently attended four days of Minitab training and I really did love it. It’s a great package and can be very helpful. The training contained lots of examples which is always a good thing. What struck me as most interesting was that in almost every example, the determination of whether or not there was a statistically significant difference, or the determination of what factor was statistically significant, was obvious prior to statistically analyzing. Common sense gave you the answers.
In the case of a designed experiment, oftentimes, the most significant factor or two is usually quite obvious and those factors that have no effect on the result of interest, are also quite obvious. It’s the factors or interactions in the middle, the gray area, that we are not sure about and they require statistics to help us determine what side of the fence that fall onto – the significant side or the insignificant side.
However, the most important factors, those that are obviously important without statistics, are the ones we will concentrate on anyway to make improvements. The obviously insignificant factors are the ones in which there are opportunities to save money since they had no effect. The gray factors in the middle, oftentimes, we do not take action on anyway, so why do we need to statistically analyze them for significance? And the obviously important and unimportant factors … why do we need to statistically analyze them if they are obvious?
Perhaps, we can just use one of Ishikawa’s Seven Tools – the Pareto Chart - for a simple analysis of results, along with factor and interaction plots (which are similar simple Scatter Diagrams – another Ishikawa tool), and be able to resolve 90% of our problems.
In fact, I’m not sure why one of the statistical software companies has yet not developed a simple statistical software package based solely on the Seven Tools of Ishikawa and be sold at a much lower price that would be attractive to many more users.
Years ago, I taught a DOE class for a group of engineers at a high tech medical device company. They had internally developed a very powerful Design of Experiments statistical software program but discovered that many designed experiments were getting bogged down by the fact that many engineers were waiting for data analysis assistance from the internal statisticians. There was a huge bottleneck in the process improvement process at the Analysis phase and the efficiencies that were suppose to be gained by performing a fractional factorial experiment were lost due to this bottleneck. It was my first exposure to what has become the title of this article “Lean Six Sigma…. An Oxymoron”. As it turned out, this company hired me to teach a very low-Tech hands-on Taguchi based DOE class in which there was no exposure to software and all of the calculations were done by hand. This was done to transform control of the experiment from the statistician back into the hands of the experimenter, in order to gain efficiency and become more lean.
So, if statistics is truly just a quantification of common sense, why do we feel the need rely on it so much. Is it because, as a whole, we, as a society, lack “common sense” because perhaps we are so influenced by other factors (i.e. politics, winning, making ourselves look good) that we do not know how to employ “common sense”.
Do we rely on Lean Six Sigma because it makes up for our “common sense” shortcomings? Is common sense, common? If it is, do we just not know how to deploy our common sense?
Now What?
-
Think….
-
What is it your company really wants?
-
Did Toyota get trained in Lean tools? Or were the various Lean Tools a result of an overall “Cost Consciousness”?
-
Did Motorola and GE and Allied Signal hire Six Sigma trainers? Or did they develop the programs to attain a higher purpose?
-
If your company truly wants to emulate Toyota or GE, develop your own program, like they did, based on your Quality Values (and/or ISO 9004, Appendix B).
-
Think…
Thinking About Eliminating Waste, regardless of how it’s done
For years, I have been getting ready for work prior to my wife awakening. My process was to get dressed in the lighted walk-in closet and then go into the dark bedroom, where oftentimes my wife was still sleeping, to retrieve a pair of matching socks from my sock drawer. I would move away the miscellaneous stuff (i.e. jewelry, pamphlets I had not completed reading, a rechargeable flashlight, odd pieces of clothing, heavy wool socks) in my drawer, grab five to seven pairs of sock balls, walk back to the lighted closet to see what matched best, return the unused sock balls to the drawer and put the chosen pair on. I did this so that I would not awaken my wife by turning on the bedroom light. Then, one day, I thought, “this is wasted effort”. And it bothered me for several weeks before I consciously thought, I need to make an improvement effort.” As soon as I made the decision to improve, it finally hit me that all I had to do was charge that flashlight that I touched every morning in the sock drawer and flash it on the sock balls still in the drawer to make my decision. This simple little decision allowed me to eliminate the following types of waste (i.e. Transportation, Motion, and Over-processing). More importantly, I did not use 5S, TPM, Value Stream Mapping, or even the seven types of waste. I only had to think of the concept of reducing waste to develop solutions. The concept of waste elimination and the decision to improve is most important, not the training of Lean Tools and then finding out where to apply it.
MIKE MICKLEWRIGHT is president of QualityQuest, Inc., a consulting, training, and facilitation company, based in the Chicago area, specializing in ISO 9001, ISO/TS 16949, Six Sigma, and Lean Manufacturing. QualityQuest, Inc. also provides services in a variety of Quality and Design tools including Design of Experiments, FMEA, Benchmarking, Quality Function Deployment, Concept Selection, VA/VE, Team Dynamics, Problem Solving, Auditing, PPAP/APQP, and SPC. He is a certified instructor in Dr. Edward de Bono’s methods of Six Thinking Hats and Lateral Thinking.. Mike is an ASQ Certified Six Sigma Black Belt, Quality Auditor, Quality Engineer, and Quality Manager. He has taught courses for Northern Illinois University, American Society for Quality (ASQ), and the American Supplier Institute (ASI). Mike holds a General Engineering degree from the University of Illinois and has worked in design, manufacturing, and quality engineering for the Saturn Corporation of General Motors and SeaquistPerfect Dispensing. Mike has given a wide variety of speeches, including Quality Comity, and has had MANY articles published. He developed, produced, acted in, and sells the very popular, The ISO Auditors Are Coming! The ISO Auditors Are Coming, Auditing Nuts and Bolts, and his most recent The ISO/TS Auditors Are Coming! The ISO/TS Auditors Are Coming! training videotapes.